Top Benefits of Using PTFE Stirrer Bearings in Industrial Applications?
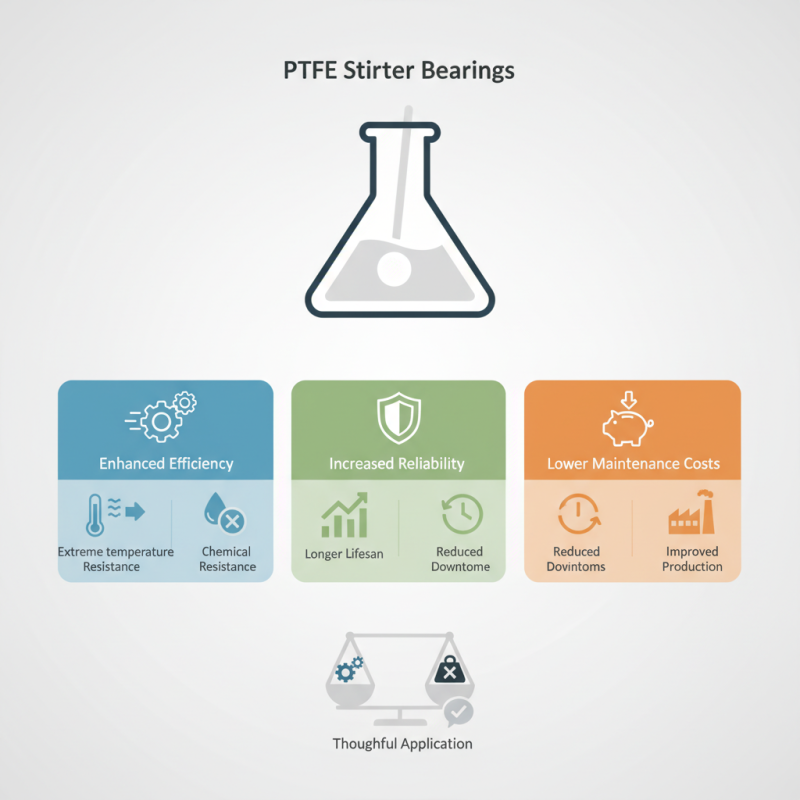
The use of PTFE stirrer bearings in industrial settings offers numerous advantages, enhancing efficiency and reliability. PTFE, or polytetrafluoroethylene, is renowned for its low friction properties and chemical resistance, making it a preferred choice in many sectors. According to a 2022 industry report by Research and Markets, the global demand for PTFE products is expected to grow by over 5% annually, driven by advancements in manufacturing processes.
PTFE stirrer bearings, in particular, play a critical role in various applications, including mixing and agitation in chemical processing. They can withstand extreme temperatures and corrosive substances, which often challenge traditional materials. A study published by the Journal of Materials Science highlights the longevity of PTFE bearings compared to metal counterparts, with lifespans improved by up to 60%. This durability not only reduces maintenance costs but also decreases downtime in production.
Despite these advantages, it is essential to recognize that PTFE stirrer bearings are not without limitations. Certain high-load applications may exceed their operational limits. Industries should weigh the benefits against potential risks to ensure optimal performance. Adopting PTFE stirrer bearings can significantly enhance operational processes when applied thoughtfully.
Key Properties of PTFE Stirrer Bearings for Industrial Use
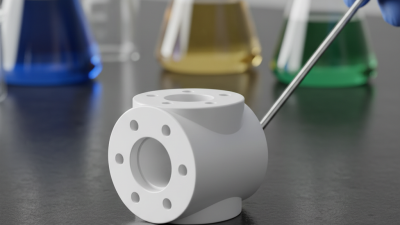
PTFE stirrer bearings have gained significant popularity in various industrial applications due to their unique properties. One key property is their excellent chemical resistance. They can withstand harsh environments without degrading. This makes them a reliable choice for industries like chemical processing and pharmaceuticals. They can handle aggressive elements, ensuring equipment longevity.
Another crucial characteristic is their low friction coefficient. PTFE stirrer bearings reduce wear on machinery, which leads to less downtime. This is particularly beneficial in continuous production settings. Users often report smoother operations and less energy consumption when utilizing these bearings.
Tips: When selecting PTFE stirrer bearings, consider the temperature range they can handle. Not all applications will suit high-temperature operations. Additionally, ensure the dimensions match your equipment specifications. Small inaccuracies can lead to inefficiencies. Remember, the choice of bearing can impact overall performance. Evaluate your needs carefully to make the best decision.
Enhanced Durability and Resistance to Chemical Corrosion
PTFE stirrer bearings are becoming essential in various industrial applications. Their enhanced durability sets them apart from traditional materials. According to recent studies, PTFE can withstand high temperatures and resist chemical corrosion effectively. This is particularly relevant in industries like pharmaceuticals and chemicals, where exposure to harsh substances is common.
The non-stick properties of PTFE also contribute to longer service life. Reports indicate that equipment using PTFE components experiences fewer maintenance issues. This translates into reduced downtime, enhancing overall productivity. For instance, a major analysis revealed that companies using PTFE bearings saw maintenance costs drop by approximately 30%.
However, not every application may benefit equally from PTFE. Certain operational conditions could challenge its performance. Additionally, the cost of switching to PTFE components can be significant. Evaluating the long-term benefits against initial costs is crucial. Focusing solely on short-term savings may lead to overlooking potential advantages. Careful consideration is essential to make informed decisions.
Improved Operational Efficiency in Stirring Applications
In industrial settings, operational efficiency is critical. PTFE stirrer bearings are renowned for their ability to enhance performance in stirring applications. These bearings can withstand harsh chemicals and high temperatures, making them ideal for diverse environments. They reduce friction significantly, which leads to smoother operations. As a result, equipment tends to experience less wear over time.
Another advantage of PTFE stirrer bearings is their low maintenance needs. Businesses can save on downtime and labor costs. However, it’s vital to select the right type of bearing for specific applications. Not every bearing performs equally well under all conditions. Some users may encounter challenges in certain setups, and pilots should be prepared to adjust. Poor installation or mismatched components can lead to decreased efficiency.
Furthermore, PTFE stirrer bearings help reduce energy consumption. By minimizing friction, they allow stirring mechanisms to operate more efficiently. This efficient operation can lower energy bills and decrease the carbon footprint of industrial processes. Nonetheless, proper monitoring and regular evaluations are essential to fully realize these benefits. Investing in these bearings may have an initial cost, but their long-term savings often justify the expense.
Top Benefits of Using PTFE Stirrer Bearings in Industrial Applications
| Benefit |
Description |
Impact on Efficiency |
| Low Friction |
PTFE stirrer bearings have a low coefficient of friction, reducing energy consumption. |
Increased motor efficiency and reduced operational costs. |
| Chemical Resistance |
Resistant to a wide range of chemicals, making them suitable for diverse applications. |
Minimized wear and tear, prolonging equipment life. |
| High Temperature Tolerance |
PTFE bearings can perform well under extreme temperature conditions. |
Stable operation in various environments, ensuring process consistency. |
| Low Maintenance |
These bearings require less maintenance compared to traditional materials. |
Reduced downtime and labor costs associated with maintenance. |
| Versatility |
Can be used in various industrial applications from food processing to chemical manufacturing. |
Wider range of applications leading to optimized processes. |
Reduced Friction and Enhanced Performance Characteristics
PTFE stirrer bearings offer significant advantages in industrial settings, particularly in reducing friction. These bearings are engineered from polytetrafluoroethylene, a material known for its low friction coefficient. This characteristic allows machinery to operate smoothly, resulting in less wear and tear over time. In high-speed applications, reduced friction translates to lower energy consumption, enhancing overall efficiency.
Another key benefit is the enhanced performance characteristics of PTFE bearings. Their resistance to corrosion makes them ideal for various environments, including chemical processing and food production. This durability means that PTFE stirrer bearings maintain performance under adverse conditions. However, selecting the right bearing for specific applications remains challenging for many industries. Not all PTFE materials are created equal, and variations in properties can impact performance.
Maintenance can also pose an issue. While these bearings require less lubrication, some users underestimate the need for periodic checks. Regular inspections ensure that the bearings continue to perform optimally. Manufacturers must provide reliable guidance on usage and limitations, as improper use can lead to unexpected failures. This balance of benefits and potential pitfalls emphasizes the need for expertise in selecting and utilizing PTFE stirrer bearings effectively.
Cost-Effectiveness and Longevity in Industrial Equipment
In industrial environments, PTFE stirrer bearings offer significant cost-effectiveness and durability. These bearings are resistant to chemicals and high temperatures, which leads to lower maintenance costs. Their long lifespan reduces the frequency of replacements, saving businesses time and resources.
When using PTFE bearings, keep in mind that installation is key. A poorly installed bearing can lead to premature failure, negating potential savings. Ensure proper alignment during installation to maximize efficiency. Regular inspections can identify wear before it becomes a larger issue.
Always verify the compatibility of PTFE with your specific applications. Not every environment suits PTFE, despite its advantages. Understanding operational limits is essential for achieving optimal performance. Choose wisely to prevent costly mistakes down the line.
Top Benefits of Using PTFE Stirrer Bearings in Industrial Applications